Battery
Characterizing the Effect of Temperatures on the Flowability of PTFE Powders
In this collaborative application note, Daikin Chemical Europe (Daikin) and Granutools demonstrate how pure PTFE flowability can be characterized according to the temperature.



![]()
Introduction
While there is significant interest in using polytetrafluoroethylene (PTFE) powder for battery manufacturing, particularly for dry electrode processes, its concrete adaptation is still limited due to several material and processing challenges. The dry process involves handling powders of active material, conductive additives and PTFE. The unique fibrillating property of PTFE is crucial for this process; it is used to form a tangled network of polymer chains that bind the other particles, creating a robust, free-standing film for the electrode.
A main challenge is that this essential fibrillation must be strictly avoided during the initial handling and conveying steps of pure PTFE. Premature fibrillation drastically reduces the powder’s flowability, making it difficult to process and potentially unusable. To prevent this, handling PTFE powder at cool temperatures is recommended. However, maintaining an entire production line at low temperatures is both challenging and energy-consuming. To resolve this trade-off, a strong analytical tool is needed to precisely characterize the powder’s flow behavior as a function of temperature. This allows the determination of a temperature range that ensures acceptable flowability while minimizing energy costs.
In this collaborative application note, Daikin Chemical Europe (Daikin) and Granutools demonstrate how pure PTFE flowability can be characterized according to the temperature. Two grades of PTFE powder were tested with the GranuDrum at room and cool temperatures. The results reveal a significant temperature dependence on flowability, which is quantified by the Cohesive Index of the GranuDrum.
The GranuDrum HT
The GranuDrum instrument is an automated powder flowability measurement method based on the rotating drum principle. A horizontal cylinder with transparent sidewalls called drum is half-filled with the sample of powder. The drum rotates around its axis at an angular velocity ranging from 2 rpm to 60 rpm. A CCD camera takes snapshots (40 images separated by 1s) for each angular velocity (see Figure 1). The air/powder interface is detected on each snapshot with an edge detection algorithm. Afterwards, the average interface position and the fluctuations around this average position are computed. Then, for each rotating speed, the Cohesive Index is measured from the interface fluctuations [2].
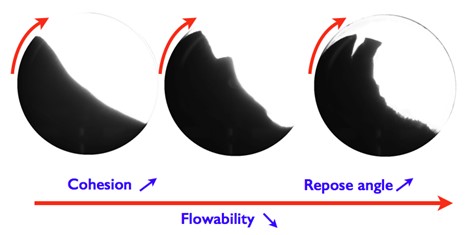
Figure 1: Sketch of GranuDrum measurement principle.
Learn more about the GranuDrum instrument
The Cohesive Index is only related to the cohesive forces between the grains. A cohesive powder leads to an intermittent flow while a non-cohesive powder leads to a regular flow. Therefore, a Cohesive Index close to zero corresponds to a non-cohesive powder. When the powder cohesiveness increases, the Cohesive Index increases accordingly and the flowability decreases.
The GranuDrum HT operates identically to the GranuDrum with the added capability of performing measurements at controlled temperatures ranging from room temperature up to 250 °C. The temperature of the cell is recorded during the whole heating procedure and during the measurement. In addition, the heating of the cell can be disabled by deselecting the ‘’Enable Heating’’ (see Figure 2), allowing experiments without heating the cell but with the temperature record.
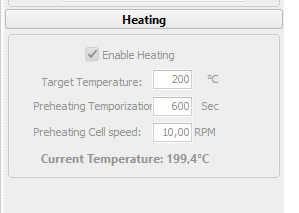
Figure 2: Heating parameters in the software of the GranuDrum High Temperature.
Although measurements were conducted at cool and room temperatures, for this work, the GranuDrum High Temperature was used to take advantage of the temperature recording. The heating was disabled.
Materials and methods
Two powder batches of pure PTFE (Daikin), one commercially available Polyflon PTFE F-201 (F201), and one R&D grade Polyflon PTFE BDP (R&D) were tested at room temperature and after cooling at 1 °C. To achieve cool conditions, a polystyrene box was used with a thermometer to monitor the temperature inside. Ice packs were placed inside to keep the temperature low.

Figure 3: Picture of the polystyrene box with the thermometer inserted inside the box.
Figure 4: (left) Picture of the ice packs used for cooling down the powder inside the box. (right) Picture of the thermometer used for temperature monitoring.
For the measurements done at room temperature, the powder was directly tested in the GranuDrum. For the tests at cool temperatures, the polystyrene box was cooled down with ice packs until it reached around 0 °C. The powder was conditioned for half a day at this temperature inside the cell of the GranuDrum placed in the box. Then the cell was removed from the box and placed in the GranuDrum and the measurement started. Additional temperatures were also tested for F201 by leaving the powder and the cell heating up to 10 °C, 15 °C or 18 °C after the conditioning.
Results and discussion
In Figure 5, the temperatures recorded during the experiments can be seen. On average, the powders at room temperature were tested at around 20°C and for cool conditions at around 1°C. The speed sequence (increasing speed sequence: 2;10;30;60 rpm) was short enough to ensure a stable temperature for the duration of each measurement. Each powder was tested three times at the different temperatures to evaluate reproducibility.
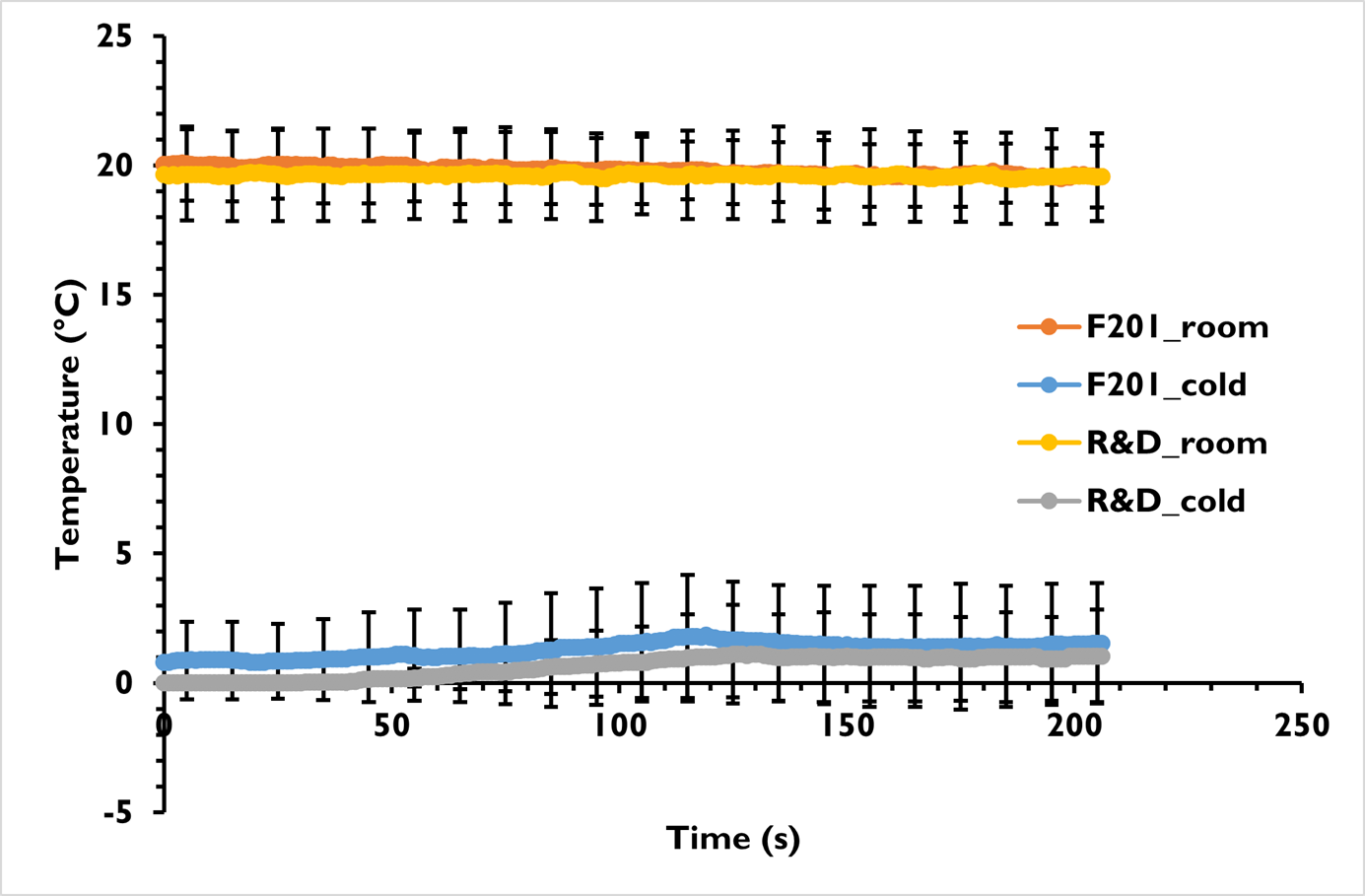
Figure 5: Temperatures recorded during the GranuDrum measurements for both powders at room and cool temperatures.
The corresponding flowability results are shown in Figure 6. At room conditions, both F201 and R&D grades show similar cohesive behaviors. The Cohesive Index ranges from about 40 to 20 and a shear-thinning behavior is observed. This means that at room temperature, for both powders, the cohesiveness decreases and the flowability increases as the shear rate increases.
When the temperature is reduced to 1 °C, a significant effect on the Cohesive Index is observed. For all speeds and both powders, the Cohesive Index is reduced by a factor of at least 2. This confirms that PTFE handling at low temperatures is highly beneficial for improving flowability. The shear-thinning is still present at 1 °C, but less intense than at room temperature.
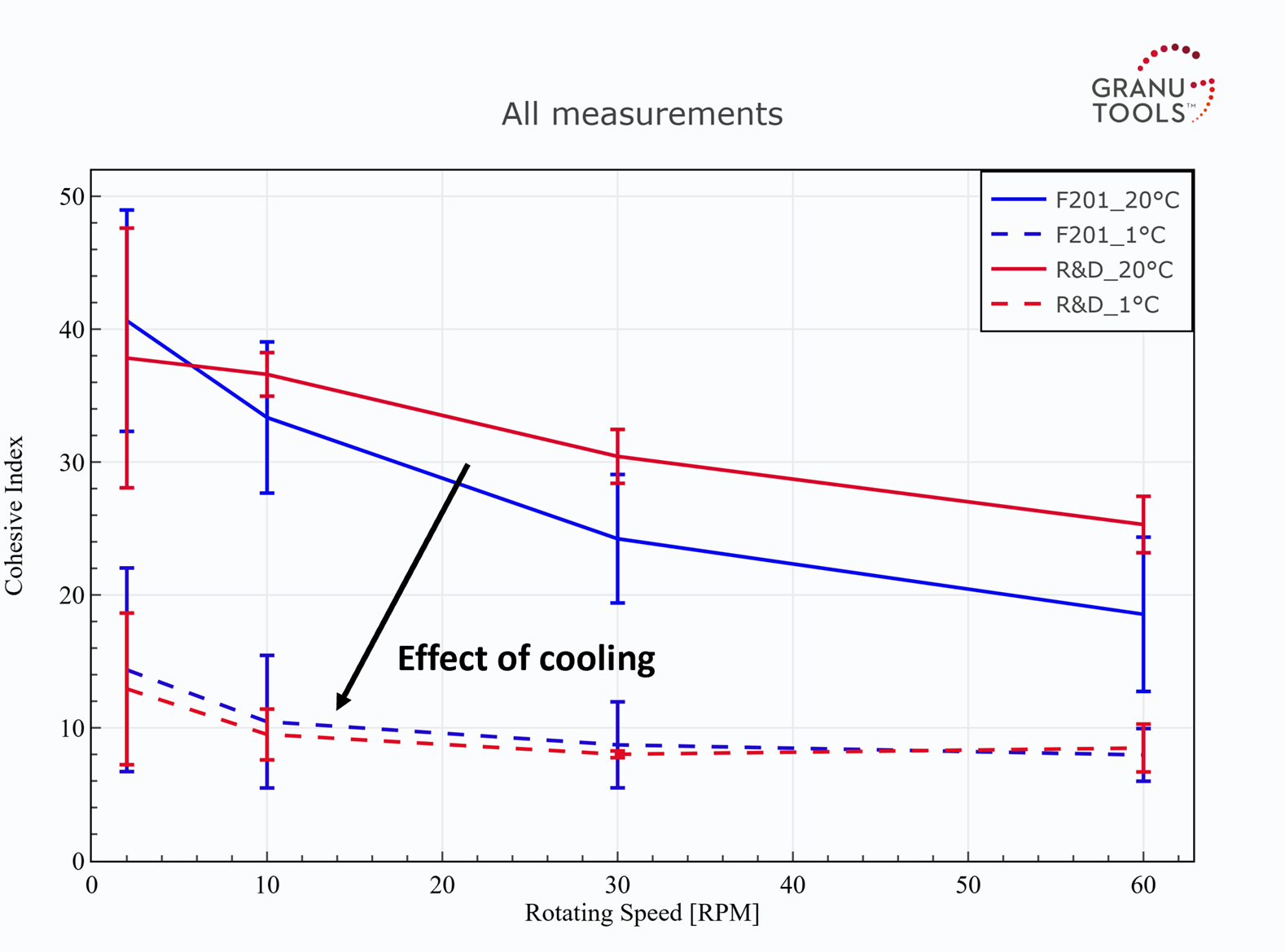
Figure 6: Cohesive Index as a function of rotating speed for both powders at 20°C and 1°C.
Figure 8 illustrates the relationship between the Cohesive Index and temperature for the F201 at different rotational speeds. The cohesion increases non-linearly with temperature, with the rate of increase becoming more significant as the temperature approaches 20 °C. This suggests that the improvement in flowability slows down as the temperature drops. Therefore, decreasing the temperature below a certain point yields diminishing returns. This data provides the basis for finding an optimal handling temperature that balances sufficient flowability with a reasonable energy cost for cooling.
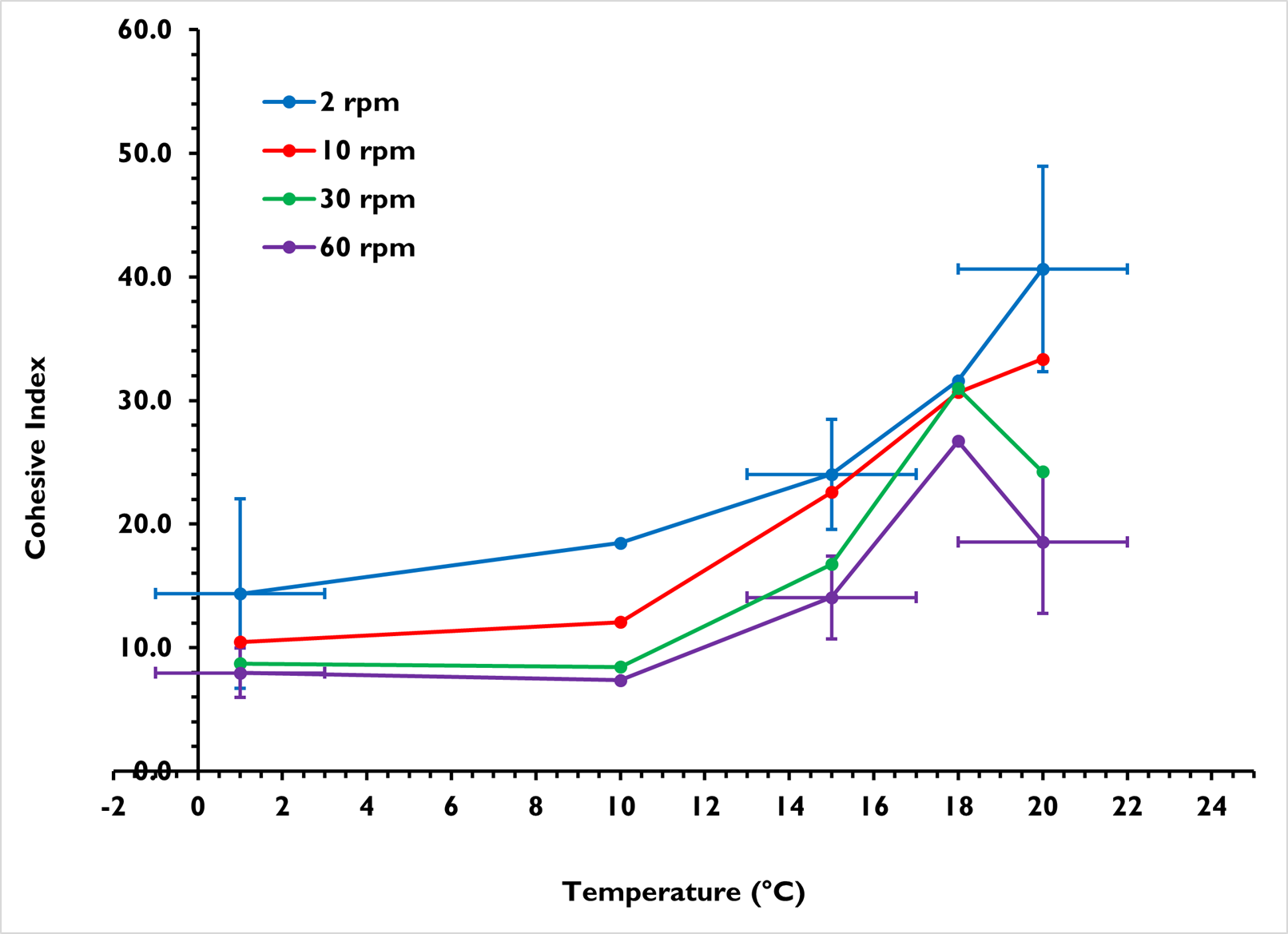
Figure 8: Evolution of the Cohesive Index as a function of temperature for F201 powder at different rotating speeds.
The observed increase in cohesiveness with temperature can be attributed to the onset of PTFE fibrillation. The theoretical onset temperature for this process is approximately 19 °C. Below this temperature, the long polymer chains of PTFE are crystalized in a triclinic crystal phase and are less likely to elongate and form fibrils. When the temperature approaches or exceeds 19 °C, the PTFE chains can significantly fibrillate and form small fibrils at the surface of the grains, as schematized in Figure 7. These nascent fibrils can increase the physical entanglement and interaction between particles, leading to higher cohesion and lower flowability. The non-linear increase in cohesion (see figure 8) is consistent with this mechanism, as fibrillation becomes more significant the closer the temperature is to 19 °C and above.
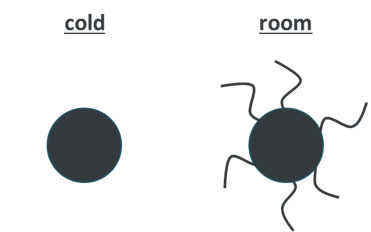
Figure 7: Picture of the grain of PTFE far below 19°C (left) and a grain partially fibrillated at 20°C (right).
Conclusion
Before powder blend preparation for electrode manufacturing, pure PTFE powder has to be handled, conveyed and/or packed until the place where it will be fibrillated. While fibrillation is necessary to obtain a free-standing film in dry coating processes, this phenomenon is to avoid during all the steps preceding dry processes. Indeed, early fibrillation will result in a decrease in powder flowability, making the powder unusable. For this reason, it is suggested to handle pure PTFE powder below the temperature at which fibrillation can start. This temperature is known to be around 19°C, just below room temperature. Depending on the factory or the country in which PTFE is used, this room temperature is generally between 20°C and 30°C. Keeping a laboratory or even a whole process line below 19°C is all the more challenging and expensive as the target temperature is low. In addition, little is known about the effect of temperature on the flowability of PTFE powder. In such conditions, it is hard to predict the temperature threshold to ensure good flowability with the lowest energy cost for the cooling. Therefore, it is of huge importance to evaluate the effect of temperature on PTFE flowability to optimize the temperature of handling.
This study confirms that the handling temperature of PTFE powders has a significant and non-linear effect on its flowability. Here, the effect of temperature on the flowability of pure PTFE powder was measured with the GranuDrum, showing a clear decrease in the Cohesive Index and a corresponding increase in flowability as the temperature drops from 20 °C to 1 °C. This effect is likely due to the temperature-dependent fibrillation of PTFE, which increases particle entanglement and thus particle-particle interactions at higher temperatures.
With the quantification of flowability with the Cohesive Index measured by the GranuDrum, the improvement of flowability with a decrease in temperature can be assessed. With the cell that can be easily placed in a cooling system, experiments at low temperatures can be conducted in a simple and reproducible way. Moreover, the temperature monitoring given by GranuDrum High Temperature allows an accurate measurement of the temperature during the whole test to ensure a stable and constant temperature. This allows to characterize the improvement in flowability with cooling to find the optimal temperature for PTFE handling, taking into account the compromise between sufficient flowability and acceptable energy cost for the cooling system. This opens the way for future optimizations for pure PTFE handling.
Aknowledgments
This study is a result of the combined expertise of Daikin and Granutools. We thank Daikin for providing the powders and their expertise in PTFE and fibrillation.
Dr. Salvatore Pillitteri, Particle Scientist – Battery Expert, Granutools
Learn more about our instruments
FAQ – Temperature Effects on PTFE Powder Flowability
Why is PTFE powder flowability temperature dependent?
PTFE flowability is strongly influenced by temperature due to the onset of fibrillation, which increases particle entanglement and interparticle cohesion.
What happens to PTFE powders near room temperature?
As temperature approaches around 19–20 °C, PTFE chains can start to fibrillate, leading to higher cohesion and reduced powder flowability.
How is PTFE powder flowability quantified in this study?
Flowability is quantified using the GranuDrum Cohesive Index, which measures flow irregularities in a rotating drum.
What is the advantage of using the GranuDrum High Temperature?
The GranuDrum HT enables accurate flowability measurements with continuous temperature monitoring, ensuring stable and well-documented testing conditions.
How can this data support industrial PTFE handling?
Quantifying flowability versus temperature helps identify an optimal handling range that balances sufficient flowability with reasonable cooling energy costs.